Product quality is at the core of our operations, supported by meticulous internal processes and a commitment to excellence. We continuously invest in product certifications, advanced manufacturing techniques, and a comprehensive quality management system. Our quality-focused approach optimizes internal procedures, allowing us to handle diverse projects while maintaining high standards and precise attention to detail.
To uphold these standards, we develop project-specific Quality and Test Plans, ensure full material traceability with quality certifications, and conduct ongoing visual and dimensional inspections.
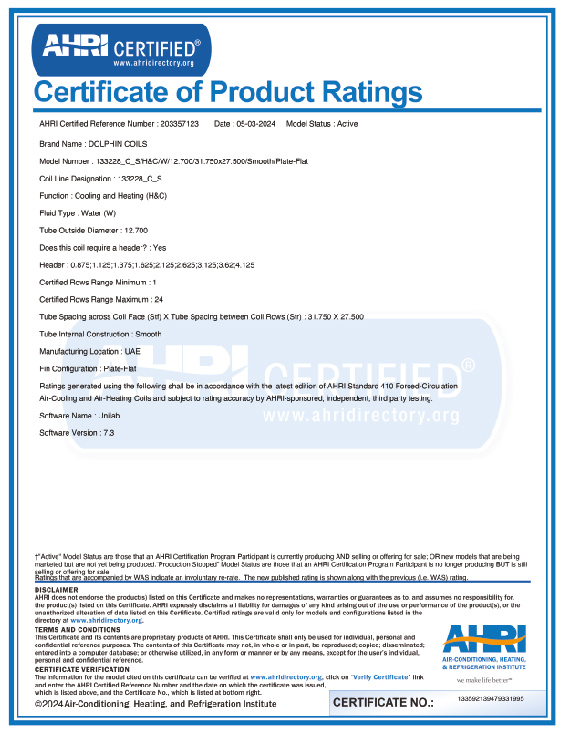
AHRI Certification
Our products carry AHRI certification for performance verification, including continuous fin-type heat exchangers. These ratings, verified annually by an independent research organization, confirm that our technical specifications—covering fluid and airside pressure drops—are accurate and reliable
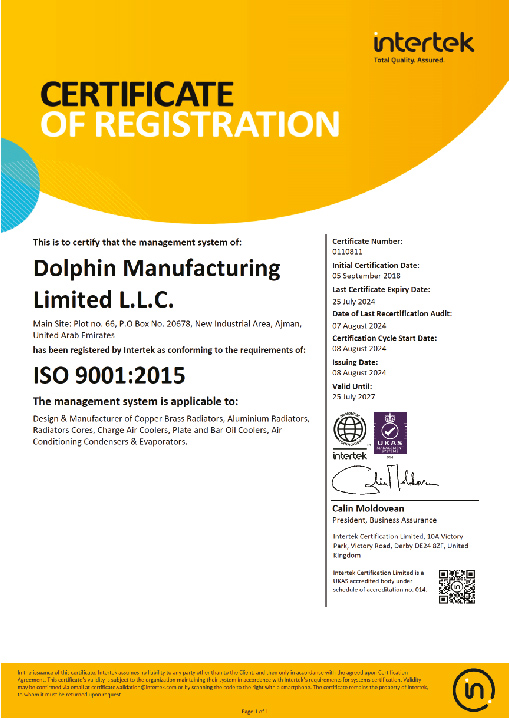
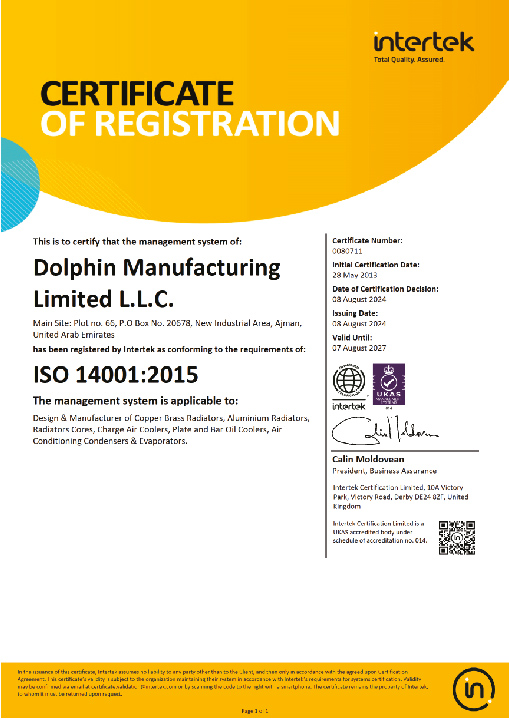
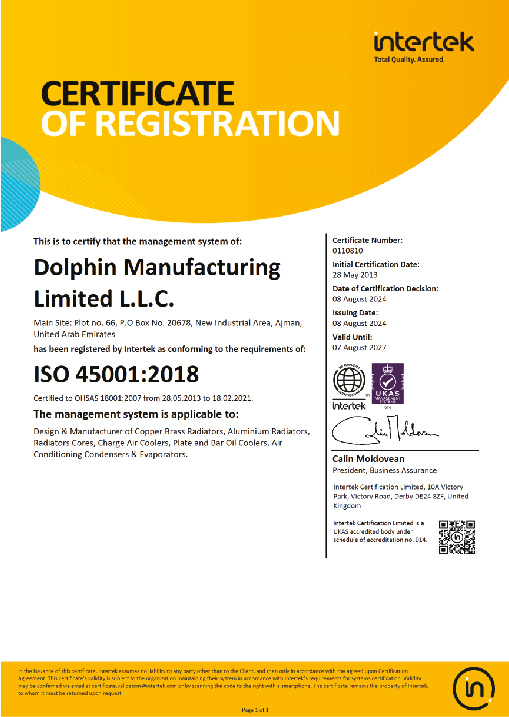
QUALITY SYSTEM CERTIFICATION
Our Quality Management System is certified to ISO standards, demonstrating our commitment to quality, environmental management, and workplace safety:
ISO 9001:2015 – Ensuring consistent quality in our products and processes.
ISO 14001:2015 – Emphasizing environmental responsibility in our operations.
ISO 45001:2018 – Focused on occupational health and safety.